台达自动化产品在粗纱机控制系统中的整合应用与工控技术解析
引言:粗纱机自动化控制的必要性
在纺织工业中,粗纱工序是连接前纺与细纱的关键环节,其控制精度与稳定性直接影响纱线质量与生产效率。传统粗纱机依赖机械传动与继电器控制,存在调节繁琐、故障率高、能耗大等弊端。随着工业自动化技术的发展,采用可编程控制器(PLC)、人机界面(HMI)、伺服驱动等产品构建智能化控制系统,已成为行业升级的必然趋势。台达作为全球知名的工业自动化品牌,其产品以高可靠性、灵活整合性与优异性价比著称,为粗纱机控制系统改造与创新提供了全面解决方案。
一、系统架构与台达产品整合方案
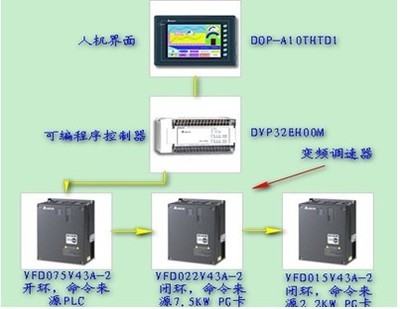
典型的粗纱机自动化控制系统主要包括以下几个核心部分,台达产品线可完美覆盖各环节需求:
- 核心控制器:采用台达DVP系列PLC作为系统大脑。该系列PLC具备高速运算能力、多轴运动控制功能及丰富的通信接口(如RS-485、以太网)。在粗纱机中,PLC负责接收各类传感器信号(如断纱、张力、定长等),精确协调锭子、罗拉、筒管等机构的同步运行,执行复杂的工艺逻辑,如纺纱曲线计算、自动落纱控制等。
- 驱动与执行单元:
- 伺服系统:台达ASDA系列伺服驱动器与电机被广泛应用于牵伸罗拉与锭翼的精确传动。其高响应性、定位精准及平稳的低速特性,确保了纱条牵伸倍数与捻度的恒定,大大提升了纱线均匀度。
- 变频器:台达VFD系列变频器主要用于控制主电机、风机等设备的无级调速,实现节能运行与软启动,减少机械冲击。
- 人机交互界面:台达DOP系列人机界面(HMI) 提供直观的操作与监控平台。操作人员可通过触摸屏轻松设置工艺参数(如捻度、纺纱长度、速度等),实时查看设备运行状态、产量数据、故障报警信息,并可存储多种纺纱配方,实现一键换批。
- 传感与检测:整合台达光电/接近传感器,用于检测断纱、满纱、机械位置等,为PLC提供可靠的现场信号。
- 通信网络:通过台达工业以太网交换机及基于Modbus RTU/TCP的通信协议,实现PLC、HMI、伺服、变频器之间的高速数据交换,构建稳定可靠的分布式控制网络,便于未来接入工厂级MES系统。
二、关键工控技术应用解析
- 多轴同步与电子凸轮技术:粗纱机要求锭翼、罗拉、筒管卷绕严格同步。台达PLC支持电子齿轮与电子凸轮功能,通过软件编程替代复杂的机械齿轮箱与凸轮机构。伺服系统根据PLC设定的曲线进行跟随运动,实现卷绕成形,不仅简化机械结构,更使工艺调整极为灵活,只需修改HMI参数即可改变纱管形状。
- 张力闭环控制:纱线张力是影响质量的核心参数。系统通过张力传感器反馈信号至PLC,PLC经PID运算后实时微调前罗拉与锭翼的速度差,形成闭环控制,确保纺纱全过程张力恒定,减少断头与细节纱疵。
- 智能诊断与维护:台达HMI可记录设备运行日志与报警历史。PLC程序内置故障诊断逻辑,能准确定位如伺服过载、断纱、通讯异常等问题,并给出处理提示,极大缩短了停机维修时间。
- 能源管理:变频器与伺服系统均具备高效节能模式。系统可监控实时能耗,并通过优化加速/减速曲线、在待机时段降低辅助电机转速等方式,显著降低整机能耗。
三、应用优势与效益
整合应用台达自动化产品的粗纱机控制系统,带来了全方位的提升:
- 提升质量与效率:自动化控制使工艺一致性极佳,纱线CV值显著改善;自动落纱与生头减少人工干预,提高设备运转效率。
- 增强灵活性:通过HMI快速切换产品规格,满足小批量、多品种的柔性生产需求。
- 降低维护成本:简化机械结构,减少机械磨损件;智能诊断功能降低对高级技工的依赖。
- 节能降耗:高效电驱与智能调速可带来可观的节电效果。
- 数据互联:开放的通信接口为数字化工厂建设奠定基础,实现生产数据可视化与管理优化。
###
台达自动化产品凭借其高度的集成性、稳定性和丰富的功能,为粗纱机乃至整个纺织机械行业的自动化升级提供了强大助力。从核心控制、精密驱动到人机交互,台达构建的全套解决方案不仅解决了传统控制中的痛点,更引领了粗纱机向智能化、网络化、绿色化方向发展。对于工控技术人员而言,深入理解此类整合应用方案,是掌握现代纺织装备技术的关键,也是推动“中国制造”向“中国智造”迈进的具体实践。
(本文信息整合自工控技术实践,旨在提供全面实用的技术参考。具体应用请以实际产品手册和工程方案为准。)
如若转载,请注明出处:http://www.maibaolao.com/product/16.html
更新时间:2026-04-04 09:16:12